

 English
English Deutsch
Deutsch 中文简体
中文简体压铸是将熔融金属浇注或压制到钢模具中的制造过程。模具(也称为工具或冲模)由钢制成,专为每个项目而设计。逸飞可以为我们的客户提供定制压铸服务。铝、锌和镁是常用的压铸合金。
生产高细节和高精度零件的能力使得压力压铸成为批量生产产品的合适选择。如果我们观察周围的环境,我们会发现我们几乎被压力铸造工艺生产的各种产品所包围。如水龙头、门把手、轮子、框架等。


-
1铝压铸件
我们的定制铝压铸服务一直在帮助工程师、产品设计师和建筑师以先进的零件设计和可靠的质量将他们的设计变为现实。
-
2锌压铸件
我们专注于提供先进的微型定制锌压铸服务,用于高精度制造较小、复杂的零部件。
-
3镁压铸件
无论是原型、模具设计还是长期的生产关系,一飞都拥有丰富的知识和专业知识,可以提供好的镁压铸定制零件。
-
4压铸设计
压铸设计过程的关键要素是定制原型的开发。我们提供完整的压铸模具设计服务,以确保终产品非常适合您的特定应用。
-
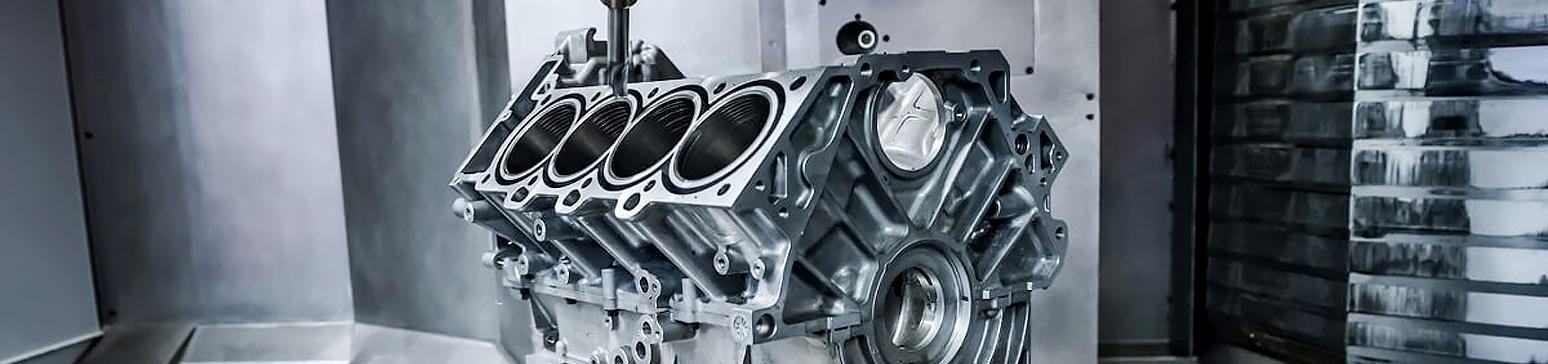
5数控加工
亿飞压铸提供内部数控加工,作为我们压铸服务的补充。这些数控机床采用量身定制的方法来制造可用于产品组装的定制零件。
-
6金属表面处理
我们的金属精加工服务包括振动去毛刺,可以有效去除产品表面的锋利边缘和其他缺陷。

